چکیده
ژئوممبرانهای پلیمری، به عنوان لایههای نفوذناپذیر در پروژههای عمرانی مانند لندفیلها، سدها و کانالهای آبیاری، نقش حیاتی در جلوگیری از آلودگی محیطی ایفا میکنند. با این حال، کیفیت درزها (seams) که از طریق جوشکاری ایجاد میشوند، عامل اصلی شکست سیستمهای ژئوممبرانی است و میتواند تا %۸۰ نشتیها را به همراه داشته باشد . این مقاله به بررسی تکنیکهای جوشکاری حرارتی، به ویژه روش جوش با گوه داغ (hot wedge welding)، میپردازد که به عنوان پیشرفتهترین روش شناخته میشود. همچنین، چالشهایی مانند تأثیر شرایط آبوهوایی و سوختگی در لایههای نازک را بحث کرده و پیشنهادهایی را ارائه میدهد.
مقدمه
ژئوممبرانها، لایههای نازک پلیمری (معمولاً از جنس HDPE، LLDPE، PVC ) هستند که برای جلوگیری از نفوذ مایعات و گازها در کاربردهای زیستمحیطی و عمرانی استفاده میشوند(Koerner, 2012). طبق گزارش سازمان حفاظت محیط زیست بیش از %۹۰ پروژههای لندفیل در جهان از ژئوممبرانها بهره میبرند، اما شکست در درزهای جوشکاری میتواند منجر به آلودگیهای گسترده شود(Daniel & Koerner, 2005). جوشکاری (seaming) فرآیندی است که سطوح دو لایه را ذوب و یکپارچه میکند، و روشهای آن به دو دسته حرارتی (مانند wedge، hot air و extrusion) و شیمیایی (solvent-based) تقسیم میشود. روشهای حرارتی، به دلیل ایجاد جوش یکپارچه و قابلیت تست غیرمخرب، ترجیح داده میشوند.
بدیهی است که درزبندی مناسب لبهها و انتهای رولها یا پانلهای ژئوممبران با یکدیگر، بخش ضروری فرآیند نصب است. بدون درزبندی مناسب، کل مفهوم استفاده از ژئوممبران به عنوان لاینر یا مانع بخار، بیمعنی است. ژئوممبرانهایی که به صورت رولهای عریض تأمین میشوند ( مانندHDPE، LLDPE ،PVC ) مستقیماً به محل پروژه برای درزبندی میدانی آورده میشوند. این درزهای میدانی هستند که میتوانند به ویژه در برابر مشکلات آسیبپذیر باشند. هنگامی که کنترل کیفیت ضعیف باشد، نشتیها به طور اجتنابناپذیر ایجاد میشوند. این بخش به نوع و شیوه درزبندی لبهها و انتهای ژئوممبرانها با یکدیگر برای تشکیل یک لاینر پیوسته میپردازد(Koerner, 2012).
تعریف درزبندی یا جوشکاری: بررسی اجمالی
مکانیسم اساسی درزبندی ورقهای ژئوممبران پلیمری با یکدیگر، بازآرایی موقت ساختار پلیمر (با ذوب یا نرم کردن) دو سطح مقابل به هم پیوسته، به شیوهای کنترلشده است که پس از اعمال فشار، منجر به پیوند دو ورق با یکدیگر میشود. این بازآرایی ناشی از ورودی انرژی است که از فرآیندهای حرارتی یا شیمیایی منشأ میگیرد. این فرآیندها ممکن است شامل افزودن پلیمر اضافی در ناحیه پیوند باشد.(Koerner, 2012)
در حالت ایدهآل، درزبندی دو ورق ژئوممبران نباید منجر به هیچ از دست رفتن خالص استحکام کششی در عرض دو ورق شود و ورقهای پیوسته باید مانند یک ورق ژئوممبران واحد عمل کنند. با این حال، به دلیل تمرکز تنشهای ناشی از هندسه درز، تکنیکهای درزبندی فعلی ممکن است منجر به از دست رفتن جزئی استحکام کششی و/یا ازدیاد طول نسبی به ورق ژئوممبران اصلی شود. ویژگیهای ناحیه درزبندی تابعی از نوع ژئوممبران و تکنیک درزبندی مورد استفاده است(Koerner, 2012).
روشهای درزبندی و قابلیت اعمال آنها بر اساس نوع ژئوممبران
به طور کلی، ژئوممبرانها با چهار روش اصلی درزبندی جوشکاری میشوند: جوشکاری اکستروژن(Extrusion Welding)، جوش حرارتی (Thermal Fusion) یا ذوبی (Melt Bonding)، درز بندی شیمیایی (Chemica Seaming)، و درزبندی چسبنده (Adhesive Seaming) (Koerner, 2012). دو روش رایجتر در عمل عبارتند از جوشکاری با گوه داغ و جوشکاری اکستروژن (شکل ۱).
پس از معرفی چهار دسته اصلی روشهای درزبندی، بررسی قابلیت اعمال هر روش بر اساس نوع ژئوممبران ضروری است. این انتخاب عمدتاً بر پایه ویژگیهای شیمیایی و فیزیکی مواد، از جمله مقاومت حرارتی، قطبیت مولکولی، و سازگاری با حلالها، تعیین میگردد. جدول ۱ نشاندهنده قابلیت اعمال (A: قابل استفاده) یا عدم قابلیت اعمال (N/A: غیرقابل استفاده) هر روش برای انواع رایج ژئوممبران است. این جدول به عنوان ابزاری عملی برای انتخاب روش بهینه بر اساس الزامات پروژه عمل میکند.

شکل ۱روشهای مختلف موجود برای جوش ژئوممبران ها(Koerner, 2012)
| روش جوشکاری | انواع ژئوممبران ها | ||||||||
| HDPE | LLDPE | fPP | fPP-R | PVC | CSPER | EIA-R | EPDM | EPDM-R | |
| جوشکاری اکستروژن | A | A | A | A | A | N/A | N/A | N/A | N/A |
| جوشکاری حرارتی | A | A | A | A | A | A | A | N/A | N/A |
| جوشکاری شیمیایی | N/A | N/A | N/A | N/A | A | A | A | N/A | N/A |
| درزبندی چسبنده | N/A | N/A | N/A | N/A | A | A | A | A | A |
جدول ۱ قابلیت اعمال روشهای درزبندی بر اساس نوع ژئوممبران(Koerner, 2012)
تکنیکهای جوشکاری حرارتی
۴_۱ جوشکاری با گوه داغ
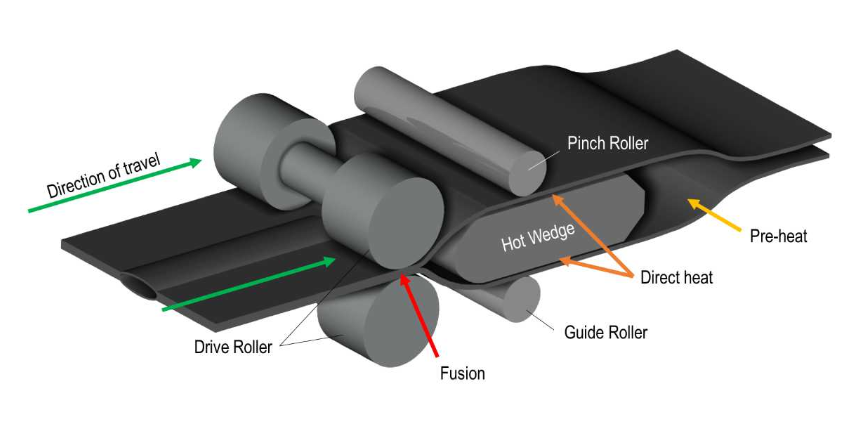
جوشکاری با گوه داغ یک تکنیک حرارتی است که در آن دو سطح مقابل ژئوممبران که باید جوش داده شوند، با عبور یک گوه فلزی داغ بین آنها ذوب میشوند. فشار همزمان به ژئوممبرانهای بالا و/یا پایین اعمال میشود تا پیوند یکپارچهای تشکیل شود. جوشهای این نوع میتوانند با دو مسیر پیوند که توسط یک مسیر بدون ذوب و پیوند (معروف به «کانال هوا») جدا شدهاند، ساخته شوند. چنین جوشهایی به عنوان جوشهای گوه داغ دوگانه یا جوشهای دو مسیره شناخته میشوند.
هنگام جوشکاری گوه داغ با گوههای دوگانه، دو درز موازی با یک کانال هوا بین آنها تولید میشود که برای ارزیابی کیفیت میدانی از طریق آزمایش فشار هوا روی درز استفاده میشود. کانال بدون پیوند امکان ارزیابی میدانی یکپارچگی جوش را فراهم میکند، با فشار دادن کانال با هوای فشرده و سپس مشاهده اینکه آیا فشار ثابت میماند. هرگونه افت فشار هوا میتواند نشاندهنده نشت در درز باشد(International, 2022). روشهای جوشکاری گوه داغ دوگانه اکنون به عنوان پیشرفتهترین حالت در جوشکاری ژئوممبران شناخته میشوند (شکل ۲ و ۳).

شکل ۲ تصویر شماتیک نحوه اتصال دو ورق در جوشکاری به روش گوه داغ

شکل ۳ جوشکاری با گوه داغ
فرآیند جوشکاری گوهای
جوشکاری گوهای یک جوشکاری دارای همپوشانی ثابت است، جایی که درز جوششده با عبور دو لبه ژئوممبران از بالا و پایین گوه (یک ورق روی گوه و یک ورق زیر گوه) با نرخ حرکت ثابت تولید میشود. این فرآیند ورقها را ذوب میکند، سپس لاینرها را با چرخهای فشار/محرک عقب به هم فشرده میکند. مقدار همپوشانی ثابت بین ۸ سانتیمتر تا ۱۰ سانتیمتر است.
جوشکار معمولاً با سرعت و دمای ثابت بین ۴۰۰–۴۳۰ درجه سانتیگراد، پس از گرم شدن ماشین، عمل میکند. در هوای گرمتر، سرعت باید کمی افزایش یابد، در حالی که در هوای سردتر/خنکتر، لازم است سرعت ماشین جوشکاری را کاهش داد. در طول جوشکاری گوه داغ، ماشین به طور خودکار با سرعتهای حدود ۲/۰ – ۲/۵ متر در دقیقه (برای HDPE) با دماهایی تا ۴۶۰ درجه سانتیگراد کار میکند.
پارامترهای جوشکاری بر اساس نوع و ضخامت ژئوممبران
پارامترهای جوشکاری باید بر اساس نوع ژئوممبران (مانند HDPE، LLDPE، PVC) و ضخامت آن تنظیم شود. جدول زیر بر اساس استانداردهای Agru و Leister پیشنهاد میشود. دما و سرعت را بر اساس دمای محیط (۳ – ۴۵ درجه سانتیگراد) تنظیم کنید: در هوای گرم، سرعت را افزایش دهید؛ در هوای سرد، سرعت را کاهش دهید.(Scheirs, 2009)
| نوع ژئوممبران | ضخامت (mm) | دمای گوه (°C) | فشار (N/mm²) | سرعت جوش (m/min) |
| HDPE (صاف) | ۰/۷۵ | ۴۰۰ | ۳۰-۲۰ | ۳/۰ |
| HDPE (صاف) | ۱/۰۰ | ۴۰۰ | ۳۰-۲۰ | ۲/۵ |
| HDPE (صاف) | ۱/۵۰ | ۴۲۰ | ۳۰-۲۰ | ۲/۰ |
| HDPE (صاف) | ۲/۰۰ | ۴۳۰ | ۳۰-۲۰ | ۱/۳ |
| HDPE بافت دار | ۱,۵۰ | ۴۳۰ | ۳۰-۲۰ | ۲/۰ |
| VLDPE | 1/00 | 420 | 12-8 | 3/0 |
| fPP | 1/00 | 480-250 | 12-8 | 0/8-3/0 |
| PVC | 1/00 | 430-360 | 30-20 | 1/6-2/8 |
جدول ۲ پارامترهای جوشکاری گوهای بر اساس نوع و ضخامت ژئوممبران (برگرفته از استانداردهای Agru و Leister)(Scheirs, 2009)
نشانههای جوش باکیفیت و عیبیابی
در فرآیند جوشکاری گوه داغ ژئوممبرانها، ارزیابی کیفیت درزها از طریق بررسی نشانههای ظاهری، از جمله الگوی سطحی، خروج مواد ذوبشده و اعوجاجهای حرارتی، امکانپذیر است. این ارزیابیها به تشخیص زودهنگام عیوب و اصلاح پارامترهای عملیاتی (دما، سرعت و فشار) کمک میکند.
- سوختگی (Burn-Through) در ژئوممبرانهای نازک: ژئوممبرانهای نازک (ضخامت ≤۱ میلیمتر، نظیر HDPE با ضخامت ۱ میلیمتر) به کنترل دقیق حرارت وابستهاند؛ در صورت اعمال دمای گوه بیش از ۴۳۰ درجه سانتیگراد یا سرعت جوشکاری کمتر از ۲ متر بر دقیقه، نفوذ حرارت به سراسر ضخامت ورق رخ داده و حفرههای سوختگی (burn-through) ایجاد میگردد. این عیب بیانگر اعمال حرارت بیش از حد است و میتواند منجر به نفوذپذیری درز شود، هرچند در ضخامتهای بیش از ۱/۵ میلیمتر کمتر مشاهده میگردد. اصلاح این عیب با کاهش دمای گوه به میزان ۱۰ تا ۲۰ درجه سانتیگراد، افزایش سرعت به ۰/۵ متر بر دقیقه، و استفاده از پیشگرمایش در شرایط دمایی پایین محیط امکانپذیر است(Scheirs, 2009).
- ردیابی ناقص غلتک فشاری (Nip Roller Tracking Defect): غلتکهای فشاری مسئولیت فشردهسازی و همترازسازی ورقها پس از ذوب را بر عهده دارند؛ عدم ردیابی صحیح غلتک پایینی (نزدیک به زیرلایه) منجر به انحراف و ناهمواری مسیر جوش میگردد – برای مثال، انحراف ۵ تا ۱۰ میلیمتر. این عیب عمدتاً از ناهمواری زیرلایه، عدم تراز دستگاه یا تنظیم نادرست غلتکها ناشی میشود و استحکام کلی درز را کاهش میدهد. رفع آن با تراز کردن دستگاه بر روی نوار HDPE صاف (عرض ۳۰ سانتیمتر)، بازرسی و تنظیم غلتکها، و بهرهگیری از مدلهای مجهز به ردیابی خودکار حاصل میشود(Scheirs, 2009).
- الگوی موجی (Wave Pattern) در درز جوش: در ژئوممبرانهای با ضخامت کمتر از ۱ میلیمتر، الگوی موجی سینوسی با طول بلند و دامنه کم (فاصله قلهها ۱۰ تا ۱۵ میلیمتر) نشاندهنده ذوب و فشردهسازی مناسب است—مشابه نوسانات جزئی سطحی در درز. نزدیکی بیش از حد قلهها بیانگر سرعت پایین جوشکاری است؛ در حالی که عدم وجود الگو نشاندهنده سرعت بیش از حد میباشد(Scheirs, 2009).
- اعوجاج حرارتی: اعوجاج حرارتی، یا چروکیدگی حرارتی (thermal puckering)، به تغییر شکل جزئی سطحی ژئوممبران (مانند چینخوردگیهای کوچک یا ناهمواریها) اشاره دارد که از نفوذ حرارت گوه داغ به لایههای داخلی ورق ناشی میشود. این عیب از سطح زیرین ورق پایینی (در تماس با زیرلایه) ارزیابی میگردد، معمولاً در انتهای درزها . چروکیدگی جزئی در ضخامت ۰/۷۵ تا ۱ میلیمتر قابل پذیرش است و نفوذ کامل حرارت بدون سوختگی را نشان میدهد، که ذوب یکنواخت و استحکام پیوند را تضمین میکند. اعوجاج شدید (خمیدگی گسترده) بیانگر حرارت بیش از حد و تضعیف ساختاری ورق است و میتواند منجر به نقاط ضعف در برابر تنشهای محیطی شود. در ضخامت بیش از۲ میلیمتر، هیچ اعوجاجی مجاز نیست، زیرا سختی ماده اجازه نفوذ حرارت به زیرین را نمیدهد. اصلاح آن با افزایش سرعت جوشکاری یا کاهش دمای گوه به میزان ۲۰-۱۰ درجه سانتیگراد امکانپذیر است؛ در ضخامتهای نازک، شروع با دمای اولیه ۳۸۰-۳۶۰ درجه سانتیگراد برای HDPE توصیه میشود. این ارزیابی، کیفیت فوری و عملکرد بلندمدت درز را تأیید مینماید(Scheirs, 2009).


شکل ۴ نمای کلی از چهار نوع نشانه و عیب در فرآیند جوشکاری گوه داغ ژئوممبران HDPE با ضخامت ۱ میلیمتر: (الف) سوختگی ناشی از حرارت بیش از حد گوه در سرعت پایین یا دمای محیطی سرد، (ب) انحراف مسیر جوش ناشی از ردیابی ناقص غلتک فشاری، (ج) الگوی موجی سینوسی منظم نشاندهندهی جوش با پارامترهای مناسب دما و سرعت، (د) اعوجاج حرارتی در اثر نفوذ بیش از حد حرارت؛ شایع در سرعتهای کمتر از ۲ متر بر دقیقه و نیازمند تنظیم فوری پارامترها (Scheirs, 2009)
جوش کاری اکستروژن
جوشکاری اکستروژن عمدتاً برای ژئوممبرانهای پلیاولفین (HDPE، LLDPE، LLDPE-R، fPP و fPP-R) به کار میرود، جایی که نواری از پلیمر مذاب (اکسترودات) بر روی لبه یا بین دو سطح زبرشده (با سایش ملایم برای تمیزکاری) اکسترود میشود. اکسترودات مذاب سطوح ورقها را ذوب کرده و پس از خنکسازی، پیوند یکپارچهای ایجاد میکند (Koerner, 2012). این روش، که اولین تکنیک توسعهیافته برای HDPE در دهه ۱۹۸۰ بود، وابسته به ضخامت است و حداقل ضخامت ۱ میلیمتر را برای جلوگیری از اعوجاج و تضعیف ساختاری الزامی میداند. جوشهای اکستروژن در ورقهای نازکتر (≤ ۱mm) توصیه نمیشود، در حالی که برای HDPE با ضخامت ۱/۵mm قابل اعتماد، و برای ۲/۰ – ۲/۵mm عالی است، به ویژه در کاربردهایی که دوام استثنایی نیاز است (شکل ۵ و ۶: ضخامت لایهها و جوش اکستروژن؛(Scheirs, 2009)).

شکل ۵ ضخامت لایه ها در جوش کاری اکستروژن(Scheirs, 2009)

شکل ۶ جوش اکستروژن
انواع جوشکاری اکستروژن
جوشکاری اکستروژن مطابق شکل ۷ به دو نوع فیله (fillet extrusion)، با قرارگیری اکسترودات بر لبه پیشرو درز و تخت (flat extrusion)، با قرارگیری بین ورقها تقسیم میشود؛ نوع تخت امروزه اساساً منسوخ است درزبندی فیله، به عنوان تنها روش مناسب برای پچهای پلیاتیلن در نواحی دسترسی دشوار (مانند کف سامپ ها (Sump)، اطراف لولهها یا درزهای کوتاه)، ترجیح داده میشود. بستر پلیمری باید پیش از رسوب رزین مذاب در هنگام اکسترود کاری، با پولیش ملایم آماده شود تا ذوب سطحی و مخلوط شدن با ماده جوش، پیوند قوی حاصل شود (Koerner, 2012).

شکل ۷ جوشکاری اکستروژن الف) نوع فیله ب)نوع تخت
کاربردها و محدودیتها
جوشکاری اکستروژن به دلیل سرعت پایین (۰/۴ m/min)، عمدتاً برای تعمیرات، جزئیات اطراف سازهها، لولهها و نفوذها استفاده میشود. جوشکاری اکستروژن به دلیل ماهیت دستی و سرعت پایین، برای سطوح عمودی (دیوارها) یا سقفی دشوار است و نیاز به حداقل ۱ متر فضای آزاد از سطح دارد. این محدودیت به ویژه در چاهکهای جمعآوری مایعات (sumpها) مشهود است، جایی که باید حداقل ۱ متر فاصله زیر پایینترین لوله نفوذی (برای زهکشی) حفظ شود تا دسترسی ایمن و دقیق ممکن گردد . درزبندی فیله عملاً تنها گزینه برای پچها روی پلیاولفینها و درزهای دشوار (که دسترسی با جوش گوه داغ محدود است) محسوب میشود؛ بنابراین، این درزها باید با دقت بررسی شوند تا از عدم نشتی اطمینان حاصل گردد(Koerner, 2012).
فرآیند این جوش کاری با اکسترودر دستی اجرا میشود: لایه مذاب از ماده پلیاتیلن (به صورت میله با قطر ۴-۵ mm) به لبه نمایان همپوشان لایه ها اعمال میگردد. موتور دریل بزرگ پیچ اکستروژن را میچرخاند، و دما با کنترلکننده حفظ میشود سپس مواد مذاب از قالب تفلون و فولادی عبور کرده و به لایهای با عرض ۲۵-۴۰ mm رسوب میکند(شکل ۸).

شکل ۸ اکسترودر
پارامترهای کلیدی جوشکاری
پارامترهای حیاتی دما و سرعت جوشکاری در دستیابی به پیوند مؤثر نقش کلیدی ایفا میکنند. ذوب بیش از حد، که ناشی از دمای بالا یا سرعت پایین است، ژئوممبران را ضعیف کرده و تمرکز تنشهای موضعی ایجاد مینماید؛ در حالی که ذوب ناکافی، با دمای کمتر از حد مطلوب، جریان اکسترودات را در رابط درز محدود کرده و استحکام کلی را کاهش میدهد .
در فرآیند جوشکاری، میله جوشکاری، که ساختهشده از همان پلیمر ورق ژئوممبران است، تا بالای نقطه ذوب گرم میشود و به عنوان اکسترودات مذاب، روی ناحیه همپوشان سایششده و پیشگرمشده با نازل هوای داغ رسوب مییابد. پوشش کامل سطوح زبرشده توسط اکسترودات، برای جلوگیری از تنشهای بالقوه و تضمین یکپارچگی درز، الزامی است.
جدول ۳ پارامترهای معمول را بر اساس (Scheirs, 2009) نشان میدهد:
| پارامتر | مقدار برای HDPE/LLDPE | توضیحات |
| دمای هوای پیشگرم نازل | ۲۸۰° C –۲۴۰ | برای ذوب سطحی بدون آسیب |
| دمای اکسترودر | ۲۲۰°C | حفظ مذاب یکنواخت |
| سرعت جوش | ۰/۴ – ۰/۵۵ m/min | تعادل بین ذوب و خنکسازی |
| قطر میله جوشکاری | ۴-۵ mm | برای لایه ۲۵-۴۰ mm عرض |
جدول ۳ پارامتر های معمول جوشکاری اکستروژن
نشانههای موفقیت و عیبیابی
ارزیابی کیفیت جوش اکستروژن از طریق بررسی ظاهری و تستهای مکانیکی (مانند shear test بر اساس ASTM D5321) امکانپذیر است. نشانههای موفقیت و عیبهای رایج، عمدتاً ناشی از عدم تعادل در پارامترهای حرارتی و مکانیکی، به شرح زیر هستند:
- جوش موفق: پوشش کامل سطوح توسط اکسترودات، بدون نازکشدن موضعی یا جدایی لایهها (delamination)؛ استحکام جوش برابر با ورق اصلی (معادل %۱۰۰ – ۹۰ از استحکام کششی ورق؛ شکل ۹-الف).
- جوش ناموفق: ذوب بیش از حد، که ناشی از دمای بالا یا سرعت کند است، منجر به نازکشدن ژئوممبران و تمرکز تنشهای موضعی میشود؛ در حالی که ذوب ناکافی، با دمای کمتر از ۲۳۰°C، جدایی کامل (delamination) ایجاد کرده و جریان اکسترودات را در رابط درز محدود مینماید. برای جلوگیری از این عیوب، دستگاه باید مجهز به نمایشگر دمای کالیبرهشده باشد (شکل ۹-ب؛ (Scheirs, 2009)).
جوشکاری اکستروژن، علیرغم محدودیتهای سرعت، مکمل جوشکاری حرارتی است و نرخ نشتی را در جزئیات پروژهها (مانند پچهای سامپ ها) به طور قابل توجهی کاهش میدهد.

شکل ۹ نمونه جوش اکستروژن الف) جوش موفق ب) جوش نا موفق
نتیجهگیری
کیفیت درزهای جوشکاریشده، عامل تعیینکننده عملکرد ژئوممبرانها در پروژههای عمرانی و زیستمحیطی است. بررسی روشهای مختلف جوشکاری نشان داد که جوشکاری حرارتی، بهویژه روش گوه داغ، به دلیل ایجاد اتصال یکنواخت، قابلیت انجام آزمونهای غیرمخرب و کنترلپذیری بالا نسبت به روشهای شیمیایی و چسبنده برتری دارد. کنترل دقیق پارامترهای کلیدی شامل دما، فشار و سرعت جوشکاری برای دستیابی به درزی با استحکام معادل ورق اصلی ضروری است. افزایش بیش از حد دما یا کاهش سرعت موجب سوختگی و اعوجاج حرارتی میشود، در حالیکه کاهش دما یا افزایش بیش از حد سرعت، منجر به ذوب ناکامل و کاهش استحکام پیوند میگردد. در مقایسه، جوشکاری اکستروژن با وجود سرعت پایین، گزینهای مطمئن برای نواحی با دسترسی محدود، نظیر اطراف لولهها و سامپها محسوب میشود و تکمیلکنندهی جوشکاری حرارتی در پروژههاست. بنابراین، انتخاب بهینه روش جوشکاری و تنظیم دقیق پارامترهای عملیاتی بر اساس نوع و ضخامت ژئوممبران و شرایط محیطی، کلید دستیابی به درزهای مقاوم و جلوگیری از نشتی در سیستمهای آببندی پلیمری است.
منابع
Daniel, D. E., & Koerner, R. M. (2005). MQC/MQA and CQC/CQA of Waste Containment Liner and Cover Systems (EPA/600/R-93/182). (Technical Resource Document, Issue.
International, A. (2022). Standard Practice for Pressurized Air Channel Evaluation of Dual Seamed Geomembranes
ASTM D5820. https://doi.org/10.1520/D5820-22
Koerner, R. M. (2012). Designing with geosynthetics-Vol. 2 (Vol. 1). Xlibris Corporation.
Scheirs, J. (2009). A guide to polymeric geomembranes: a practical approach. John Wiley & Sons.